食品级果胶酶作为果蔬加工、饮料澄清等领域的关键生物制剂,其发酵过程的微生物污染直接导致酶活降低、成品霉菌超标甚至倒罐风险,据行业统计,杂菌污染可造成果胶酶发酵批次合格率下降 30% 以上。基于 HACCP(危害分析与关键控制点)原则构建全链条防控体系,是保障发酵稳定性与产品安全性的核心路径。本文结合微生物污染成因与先进防控技术,建立覆盖 “原料 - 菌种 - 设备 - 环境 - 成品” 的闭环控制方案。
一、杂菌污染核心成因与危害溯源
(一)污染菌群特征与传播路径
果胶酶发酵污染以噬菌体、耐热芽孢杆菌及霉菌为主要类群,其传播呈现多源性特征:
1、原料携菌隐患:天然果胶、酵母膏等原料易附着耐热芽孢杆菌(如嗜热脂肪芽孢杆菌),这类芽孢可耐受 121℃蒸汽灭菌 10 分钟以上,成为发酵罐内 “潜伏污染源”;原料储存湿度>65% 时,霉菌孢子萌发率显著提升,直接导致成品霉菌计数超标。2、设备与管道盲区:发酵罐搅拌轴密封处、管道焊接弯头及阀门阀芯等部位易形成生物膜,残留的发酵液为噬菌体增殖提供营养,据检测,未彻底清洁的管道内壁生物膜中噬菌体浓度可达 10⁶ PFU/cm²。3、环境交叉污染:车间通风系统过滤效率不足时,空气中霉菌孢子与噬菌体可通过气流扩散至接种区,关键区域空气落菌数>5 CFU / 皿・0.5h 时,染菌风险提升 80%。4、菌种系统缺陷:菌种传代过程中隐性携带噬菌体、抗噬菌体菌株储备不足,易引发批次性噬菌体爆发,导致发酵液 pH 骤降、溶氧异常升高。
(二)污染的连锁危害效应
杂菌污染可引发 “发酵效率下降 - 产品质量超标 - 生产连续性中断” 的连锁反应:耐热芽孢杆菌代谢产生的蛋白酶会降解果胶酶前体蛋白,导致酶活损失率达 20%-50%;霉菌污染产生的赭曲霉素等毒素使成品不符合 GB 31647-2018 卫生规范;噬菌体爆发则直接造成倒罐,单批次经济损失可达数十万元。
二、HACCP 全链条控制策略与关键技术
(一)原料验收:建立污染预警防线(CCP1)
1、关键限值(CL):原料菌落总数≤10³ CFU/g,霉菌≤10 CFU/g,芽孢杆菌≤100 CFU/g,噬菌体检测阴性(双层琼脂平板法)。实施原料分级验收,天然果胶采用 60℃热风干燥预处理,水分活度控制在≤0.65;液体原料(如糖蜜)入库前经 0.22μm 滤膜过滤,同时添加食品级过氧化氢 - 银离子复合消毒剂(浓度 500 mg/L)抑制微生物繁殖;
(二)菌种安全:构建抗性保障体系(CCP2)
关键限值(CL):种子液纯度≥99.9%,噬菌体检测阴性,菌种传代次数≤5 代。建立三级菌种保藏库,采用甘油 - 斜面 - 种子罐的梯度活化流程,每代菌种进行 16S rRNA 基因测序验证;储备 3 种以上不同噬菌体谱系的生产菌株,当检测到特定噬菌体(如 φPec1)时,立即启用抗噬菌体备用菌株;接种工具经 121℃灭菌 30 分钟,接种过程在百级洁净台内操作,接种后残余种子液需经 2000 mg/L 过氧化氢处理后方可排放。
(三)设备与环境:无死角消毒技术体系(CCP3)
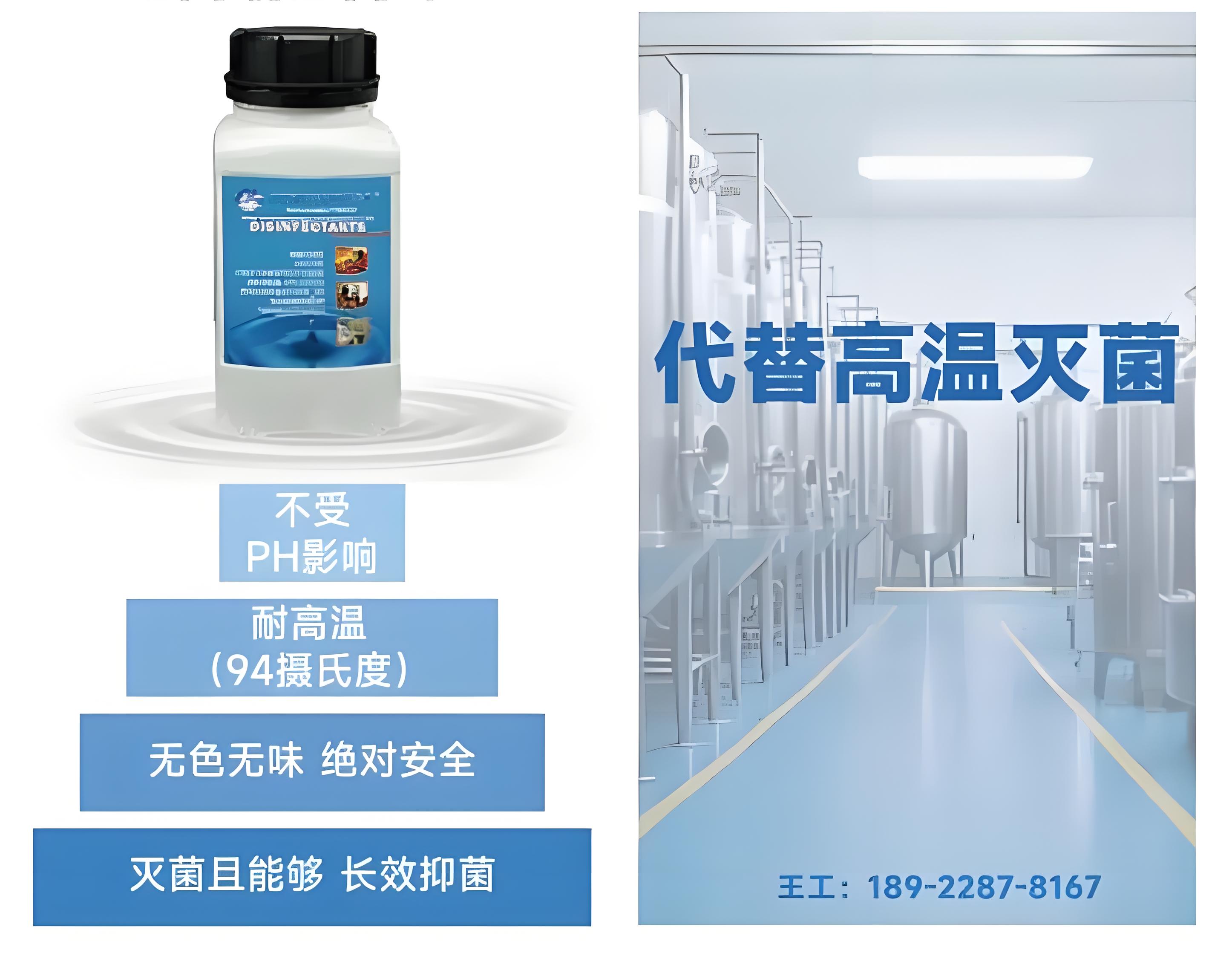
发酵车间的环境和空气消毒对于杀灭芽孢至关重要。润联把控发酵生产重要环节,杜绝微生物超标风险,提供全新发酵常温灭菌技术,包括:
1.发酵抑菌液,可最大限度降低杂菌量,减少环境菌的增长,有力破解过滤膜杀菌难题。
2.发酵车间灭菌,智能化人机共存的大型发酵车间常温灭菌技术,代替高温高压灭菌
3.通风系统灭菌:空压机管路灭菌技术,全新的VHP管道灭菌技术,几乎无腐蚀,快速杀灭管道/管路有害微生物。
基于全球领先的环保消毒液、数字化智能化消毒系统,实施保障发酵生产中微生物达标。新型常温非高温高压发酵灭菌技术,高效环保低成本解决发酵过程染菌问题。
润联生命科学还提供发酵罐罐体空消、发酵车间灭菌、发酵液过滤膜杀菌方案,常温非高温高压灭菌方案具备以下特点:
1.彻底高效去除发酵罐杂菌;
2.高效的同时兼具环保安全,人员友好的特点;
3.常温灭菌方式,非高温高压;
4.不改变产品本身质量、口味和颜色;
5.提高发酵成功率。
生物发酵企业大型发酵罐灭菌、发酵车间杂菌污染去除、发酵抑菌液、发酵过滤膜杀菌、发酵罐罐体空消,我们将安排技术总共一对一为您解答发酵生产中的疑难问题,并给出最全面、高效、低成本的解决方案。针对发酵生产中杂菌污染,润联还拥有独创的智能化干雾操作系统,可以做到无孔不入,无死角杀菌消毒,支持人机共存,无色无味安全友好的解决发酵空间内部灭菌难题。
润联专注微生物污染控制,食品级消毒剂,智能化车间消毒设备,VHP灭菌设备、大型发酵罐染菌的解决措施详询润联王工:18922878167(微信同号)
深圳市润联生命科学有限公司是一家专注于消毒技术提升,专业于消毒服务提升的供应商,公司集科研、生产、贸易、技术支持为一体,主要产品有食品级杀菌抑菌剂 抗菌剂、防腐剂、杀菌剂、防霉剂、消毒剂、杀孢子剂、去除核酸污染、消毒机、消毒服务等,注册品牌有欧菲姆、NOVOCIDE、诺威士等。
涉足的领域已达食品饮料、水处理、农业农产品、清洗剂、院感防控、疾控中心等众多领域。公司有着一批行业经验丰富优秀的技术专家以及专业的销售服务团队,同时也与各大科研单位保持着长期紧密的合作以及技术支持交流。目前已经与国内外国家厂商建立了长期稳定的业务合作关系,凭借着独具特色的产品,成为了行业内的人物。
公司同时还开设了独立的研发中心检测中心、微生物实验室、产品应用实验室等等,还有更多精彩等待着您来发现......
国家/地区
中国大陆
总资产
1000万以上
成立年份
2022
员工总数
30至39
竞争优势
品牌,经验丰富的研发人员,发货速度,生产能力,合同定制(CRO,CMO),接受小额订单,良好的信誉,优质服务
营销市场











 复制链接
复制链接 微信
微信 微博
微博


























 沪公网安备31010402000558号
沪公网安备31010402000558号